
电 话:13919318118
邮 箱:1214656522@@qq.com
网 址:www.yaohange.cn
地 址:甘肃省兰州市七里河区西津西路239号机电物流中心86-128号

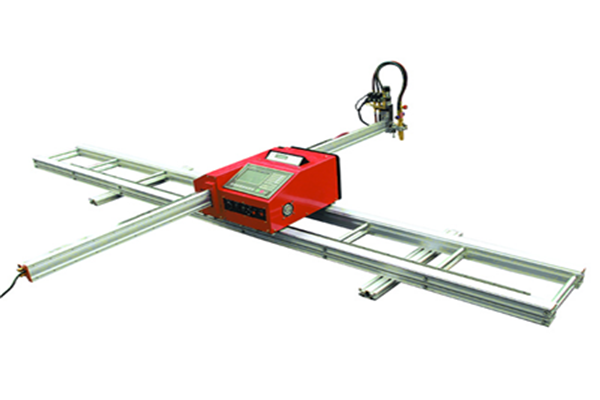
嘉峪关厂家龙门式数控切割机激光切割是一种加工的工艺,并非机器本身的功用。激光切开较厚板材时,每一概括的切开加工都要经历两个阶段:1.穿孔、2.切开。惯例加工工艺(A点穿孔→切开概括1→B点穿孔→切开概括2→……),所谓会集穿孔,便是将整张板上的一切穿孔进程提前会集执行,然后回头再执行切开进程。组成——准直组件:将传自光纤的发散光收敛起来,将其拉直或准直。厂家龙门式数控切割机供应准直组件还包括准直对中部分和水冷却部分。聚焦组件:置于本体内,将准直后平行的激光束聚焦,通过聚焦组件的调焦部分可以改变焦点位置,以满足切割不同材料和不同厚度板材的需求。保护镜盒:用于将外界与切割头内部光路隔绝,保证光路密封,防止灰尘和杂质进入光路,延长光纤切割头的使用寿命。传感器及控制盒:能使切割头与工件表面之间的距离长期、可靠地保持稳定,为获得很好的切割质量提供保证。割嘴:安装在切割头前端,是激光束和铺助气体的排m通道。辅助气体经过割嘴内腔后形成高速气流。将融熔材料吹走,达到切割的目的。
厂家龙门式数控切割机供应你晓得这些切割机有什么不同呢?天弘激光小编为大家带来紫外激光切割机与光纤激光切割机的区别引见,依据被加工资料的特性,对激光波段的吸收不一样,因此选用的激光切割机不同;依据加工的质量请求,对激光的光束质量、热影响的请求越高。选用的激光切割机也会不同;依据加工资料的厚度请求,波段范围内激光能做到的阈值范围不一样,选用的激光切割机也不同。嘉峪关龙门式数控切割机供应依照这些特性辨别,天弘激光带大家从加工方式及、加工资料等方面去理解紫外激光切割机与光纤激光切割机的区别。光纤激光切割机采用的是1064nm波长的红外光纤激光器,激光焊接机厂家采用准直以及振镜的方式加工,紫外激光切割机采用的是355nm波长的UV紫外激光器,同样也能够采用准直式聚焦头以及振镜扫描的加工方式。
厂家龙门式数控切割机供应激光切割之所以如此流行,很大程度上是因为其多功能性。激光切割机可以切割各种各样的材料,从纸、木材、软木、丙烯酸、泡沫到各种金属。使用激光切割时,应了解每种材料的特性,并在实际使用过程中多加注意。不能切什么?看起来激光可以切割几乎任何东西,但并不是,在“不能切”的列表中,大部分材料是各种塑料。聚氯乙烯。切割聚氯乙烯会排放酸和有毒烟雾,这对机器的操作人员和激光切割机本身都是有害的,因此,PVC切割还是留给机械方法去完成吧。聚碳酸酯纤维。小于1毫米的聚碳酸酯可以尝试用激光切割机,但会导致材料变色。如果材料较厚,就没办法使用激光切割了,不仅效率低下,材料严重褪色,还可能会引起燃烧。ABS、高密度聚乙烯。通常,激光束的温度足以使材料汽化,但是不支持ABS、高密度聚乙烯这样的材料。相比汽化,它们更趋向于熔化,留下凌乱的工作台和质量糟糕的切口。聚苯乙烯和聚丙烯泡沫。两者都很容易着火。玻璃纤维——玻璃纤维是两种材料的混合物——玻璃和环氧树脂。嘉峪关龙门式数控切割机供应众所周知,单独切割玻璃都是相对困难的,如果在混合物中再加入一种能引起烟雾的树脂,想想就是个噩梦。

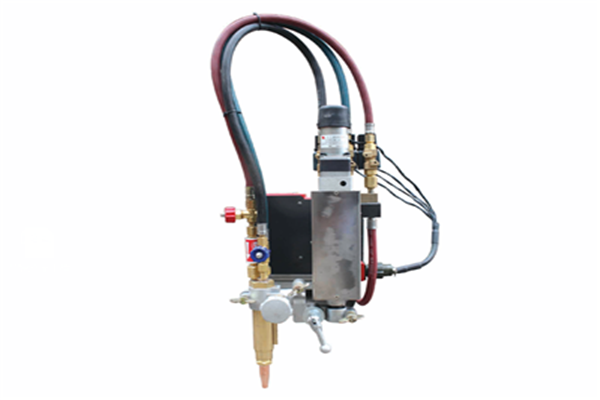
厂家龙门式数控切割机供应当今的金属板材焊接加工工艺过程大致为:金属板材下料→板材边缘加工→装配与焊接→热处理→机加工→完成,板材的下料切割是焊接加工过程的第一步,目前市场上常规的板材切割工艺大体分为:火焰切割、等离子切割和激光切割。对于中厚板材下料切割的主要方法在五、六十年代用氧乙炔火焰切割;七十年代后,为了改善和提高火焰切割的切口质量,又推广了氧乙烷精密火焰切割和等离子切割。嘉峪关厂家龙门式数控切割机各种切割下料方法都有其优缺点,在工业生产中有一定的适用范围。火焰切割是钢板粗加工的一种常用方式。切割设备的成本低,是切割厚金属板唯一经济有效的手段,但与等离子相比较,火焰切割的热影响区要大许多,热变形也比较大,无法对铜、铝等有色金属及不锈钢进行切割,且环境污染较为严重。等离子切割,切割领域宽,可切割所有金属板材,切割速度快,效率高,切割精度高于火焰切割。但是切割厚板锥度较大,割缝较宽,批量加工的情况下会造成大量的材料浪费,并且会产生有害气体及大量烟尘,造成污染。
 甘公网安备 62010302000949号 服务支持:企源科技
甘公网安备 62010302000949号 服务支持:企源科技 




